-

深圳市力同科技有限公司
主营:水冷板加工设计,铲齿加工,铲齿散热器加工

深圳市力同科技有限公司
主营:水冷板加工设计,铲齿加工,铲齿散热器加工 9
9

型材散热器的生产工艺
一、对于高密齿和舌比大的模具试模时,支铝棒必须是150200mm的短铝棒或纯铝棒
二、试模前,必须调整好挤压中心,挤**、盛锭筒和模座出料口在一条中心线上。
三、在试模和正常生产过程中,铝棒加热温度要保证在480520℃之间。
四、模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温46小时,以保证模具芯部温度与外部温度的均匀。
五、在试模或生产前,必须用清缸垫清理干净盛锭筒内胆,并查看挤压机空运行是否正常。
六、试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从小压力开始慢慢的起压,出料大概35分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为23A以内,一般 80120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。
型材散热器使用寿命长:铝型材散热器还具有耐腐蚀的特性,变形量小、防火性强,使用寿命可达50*。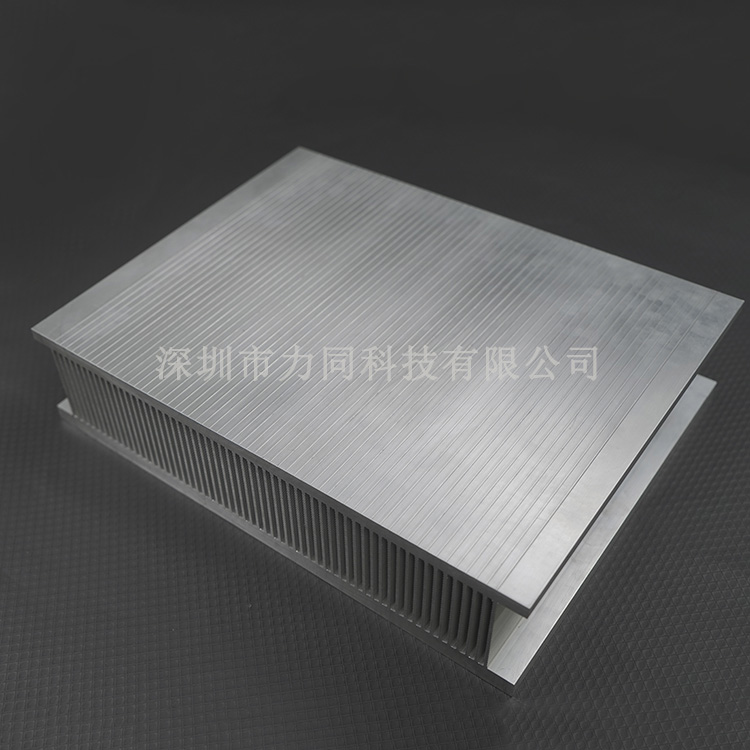
型材散热器型材时效温度控制在190±5℃,保温2.54小时,出炉后进行风冷。
型材散热器耐候性优良:铝合金散热器型材经过各种工艺的处理,表面具有抗酸、碱的侵蚀及不受空气的污染,能够长期保持固有颜色和光泽。
型材散热器广泛应用于大功率器件的散热,在航空航天、新能源、电力、电子、半导体等领域都会用到铝型材散热器。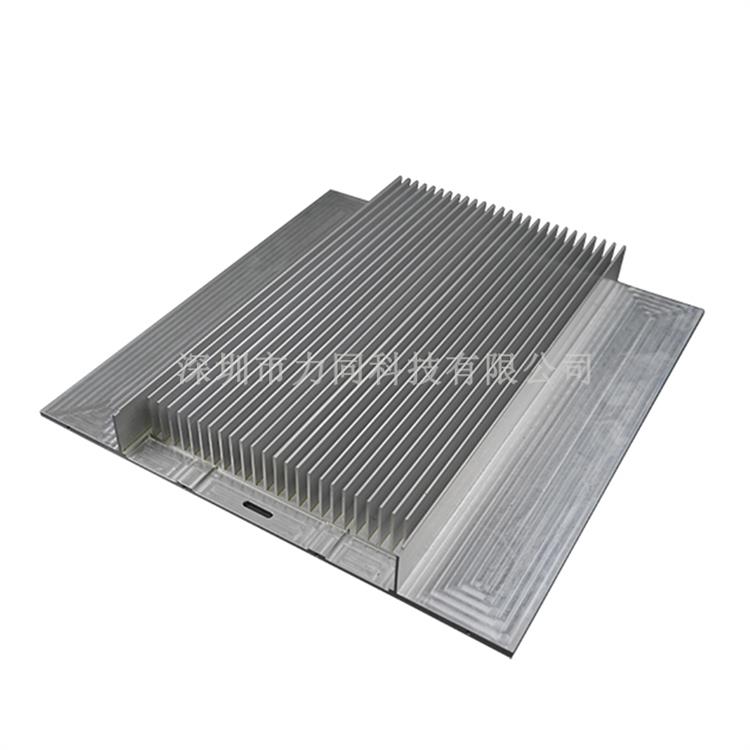
型材散热器有的可塑性:铝合金型材的重量轻、强度高,可根据客户的散热要求,挤压制成多种形状。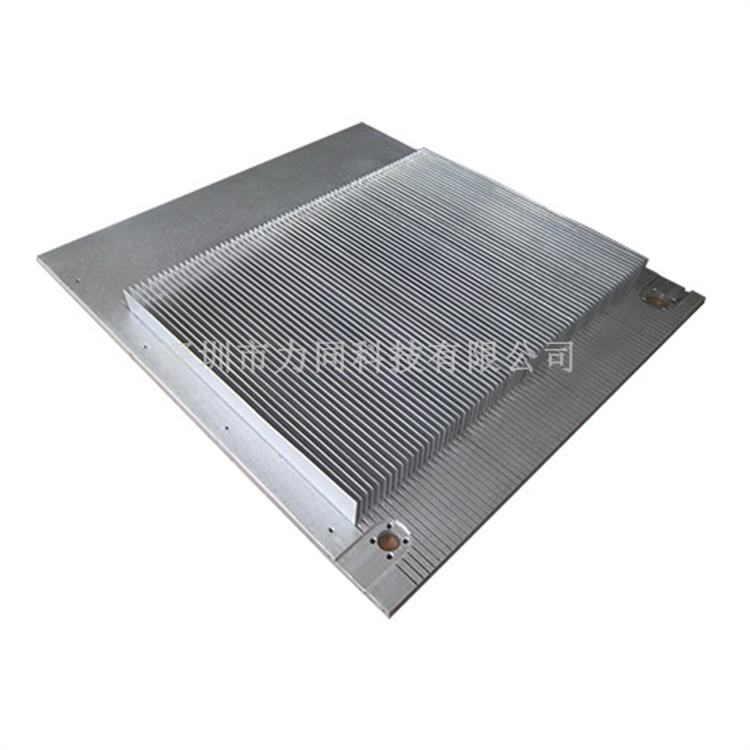
公司多年来的发展中始终以“诚实,求是,创新,发展”为宗旨,切实加强内部管理,提高企业整体素质,建立健全质量管理体系,服务于广大新老客户,并热情欢迎新老客户光临。
http://szltkj.cn.b2b168.com
欢迎来到深圳市力同科技有限公司网站, 具体地址是广东省深圳市宝安区水田社区宝石东路276号A1栋2楼,联系人是刘经理。
主要经营深圳市力同科技有限公司是一家集订制、加工及销售于一体的高品质专业水冷板厂家供应商,我们从原材料采购到制造加工,销售环节到客户终端服务,每个流程经过严格检测、控制管理,确保产品质量优良,服务有**。。
单位注册资金单位注册资金人民币 100 万元以下。
我们公司的理念是“因为专业,所以精业”。我们愿与海内外各界朋友真诚合作,建立*,相互信赖,不可分离的合作关系,共赢共创事业的辉煌。公司主营:水冷板加工设计,铲齿加工,铲齿散热器加工!